Wire EDM M50B

High-Speed, high-precision Wire EDM MB SERIES
made the world’s first CNC wire Electrical Discharge Machine (EDM) in 1972. With a fine and silky smooth motion, an electrode wire can cut metal as desired. Our new, innovative technique for high-quality, high-precision cutting is based on the pride in our craftsmanship that has made those characteristics bywords in our company and representative of our products. Seibu will continue to take that extra step in EDM manufacturing to provide our valued customers with innovations and quality arising from the combination of traditional technique and advanced technologies.
contact us
High-Precision Wire EDM MB-Series For Ideal Non-Stop-Operetion
An annealing current is repeatedly passed through the wire, and the wire is pulled while being heated to straighten it using our dry annealing method.
This assures the automatic feeding at wire break point nearly 100%. (Patented in Japan, Europe, and the USA)
Top-class AWF (Automatic Wire Feeding Device) supports non-stop operation and greatly improves operation rate.
Operability Improved from User Standpoint
Operability Improved from User Standpoint
It is possible to check the necessary information during cutting or maintenance workon any screen at any time. This saves time for moving to another screen.
Furthermore, it is easy to adjust difficult cutting condition with slider bar without making direct adjustment. This realizes user-friendly operation!.
Simple Attachment for start-hole drilling
Simple Attachment for start-hole drilling
Ana-ake Taro (attachment) is a start-hole drill that can be mounted on all models easily.This can variously help any users in start hole drilling.
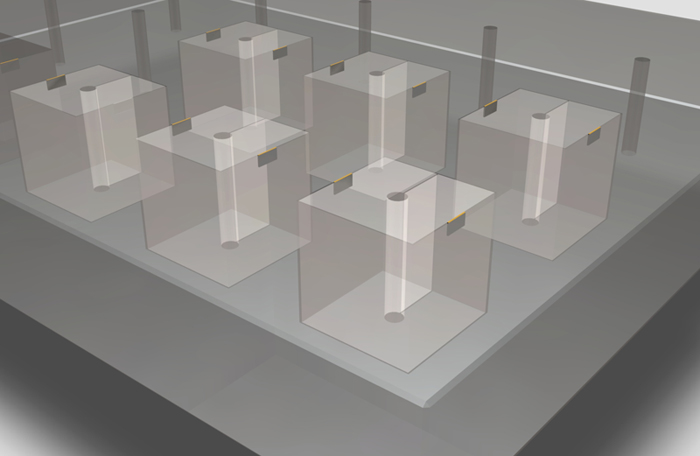
CORE STITCH (Patent Pending)
The process of cutting off the cores becomes unnecessary by using this new technology “CORE STITCH” because the cores can be welded at any desired position.
The welded cores can be removed by tapping lightly. So, you can drastically reduce the time for the cutting-off process. (97% Reduction!)
This is the industry’s first technology, and it will revolutionize the efficiency of wire EDM.
EL Coating (Corrosion Resistance of Tungsten Carbide) (Patent Pending)
Coating is given to the cutting surface to prevent the life shortening of metal mold due to corrosion of cemented carbide.
The new technology can cut down the loss of cobalt by 70%, which extends the life of metal mold.
Automatic E-Mail Function
It is possible to monitor various conditions such as [progress], [alarm], [cutting finish], etc. of machine operation status using e-mail by mobile-phone.
| Max. workpiece dimensions W×D×H | 800×650×300mm |
| Max.workpiece weight | 800kg |
| Axis travel range X×Y×Z | 500×350×310mm |
| Wire diameter | 0.1mm to 0.3mm dia.(φ0.2mm dia,is standard.) |
| Automatic wire feeding device | AWF-4 Equipped as standard |
| U-V axis travel U×V | ±60×±60mm |
| Max.taper angle |
±10° (300mm work thickness)(±45°/40mm: option) |
| Dimensions W×D×H | 1,680×1,915×2,070mm |
| Weight | 3,400kg |
Best Surface Finish Cutting
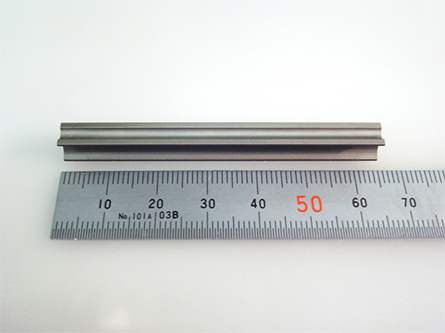 Sample by best surface finish cutting of carbide using M50B
Sample by best surface finish cutting of carbide using M50B
Workpiece material : Carbide(VGH2)
Workpiece thickness : 65mm
Wire diameter : BS φ0.2
Number of cuts : 10
Cutting time : 1.8h
Surface finish : Rz0.44μm
Machine model : M50B
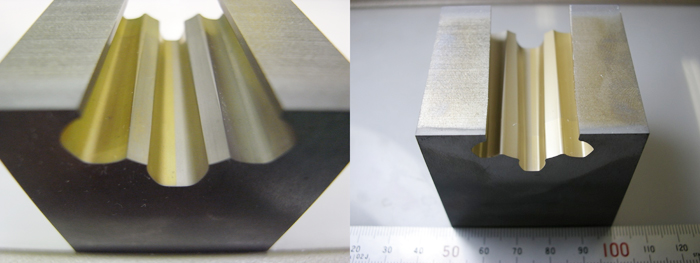
Combination Cutting
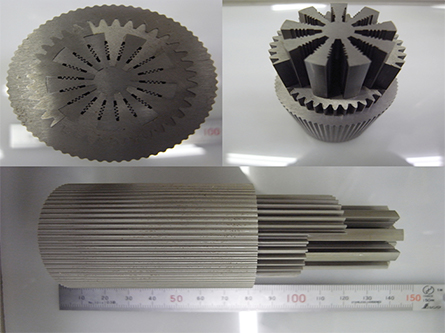 Sample by combination cutting of precision gear
Sample by combination cutting of precision gear
Workpiece material : SKD11
Workpiece thickness : 60mm
Wire diameter : BS φ0.2
Number of cuts : 5
Cutting time : 50.5h
Surface finish : Rz2.0μm
Machine model : M50B
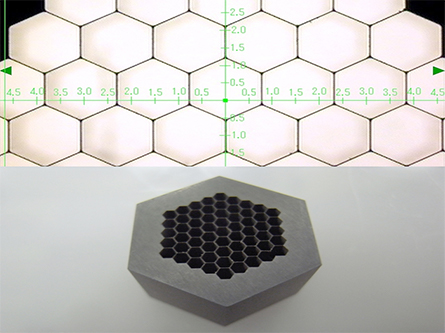
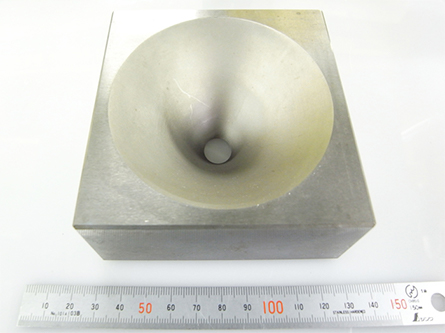
Best Surface Finish Cutting
 Combination cutting of thick workpice (thickness 100mm)
Combination cutting of thick workpice (thickness 100mm)
Workpiece material : SKD11
Workpiece thickness : 100mm
Wire diameter : BSφ0.20
Number of cuts : 5 times
Cutting time : 8.5h
Surface finish : Rz 2.0μm
Machine model : M50B
Workpiece material : WC
Workpiece thickness : 10mm
Wire diameter : BSφ0.20
Number of cuts : 7 times
Cutting time : 12h
Surface finish : Rz 1.0μm
Machine model : M50B
Electrode Coating(ELC) Cutting
 Sample by countermeasure circuit of tungsten carbide electrolytic corrosion
Sample by countermeasure circuit of tungsten carbide electrolytic corrosion
Workpiece material : Carbide(D60)
Workpiece thickness : 65mm
Wire diameter : BS φ0.2
Number of cuts : 7
Cutting time : 5.1h
Surface finish : Rz0.44μm
Machine model : M50B
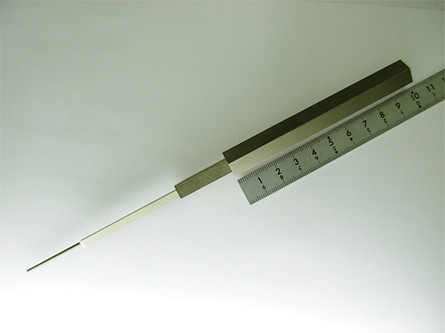
45°Taper Angle Cutting
 Sample by 45°Taper angle Cutting
Sample by 45°Taper angle Cutting
Workpiece material : SKD11
Workpiece thickness : 40mm
Wire diameter : MEGACUT φ0.2
Number of cuts : 3
Cutting time : 5.0h
Surface finish : Rz4.5μm
Machine model : M50B